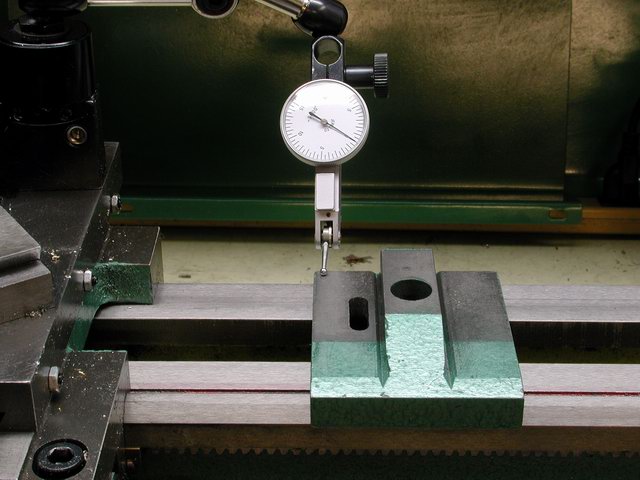
 Indicating the left rear corner of the base, setting it to zero.
The indicator is set up on the cross slide on a magnetic base.
Indicating the left rear corner of the base, setting it to zero.
The indicator is set up on the cross slide on a magnetic base.
While contemplating and getting ready to tackle some of the tailstock modifications and improvements, I wondered about vertical alignment in addition to lateral alignment. There is no adjustment for vertical alignment as there is for lateral, so we are dependent on the machining quality and tolerances of the manufacturing processes for vertical alignment... Not a comforting thought to me, so I decided to check it out.
First, I indicated the tailstock ram top/bottom and left/right in the fully retracted and fully extended positions. I found the ram to be 0.002" high when fully retracted and 0.005" high when fully extended. This means that the tailstock is tilling backwards (seated lower at the rear than front) and that the ram is pointing upwards relative to the lathe centerline. Laterally, the ram was 0.007" off fully retracted and 0.003" fully extended. This means the tailstock is pointing left or right offline from the lathe centerline. Neither of these misalignments seems very good to me. It means the normal tendency of a drill to wander off-center will be accentuated. Nothing held in the tailstock will be properly lined up.
So, I decided to check the several surfaces that determine alignment, between the tailstock base and ram block. Results were distressingly worse than the apparent misalignment and I don't understand how the ram is as well aligned as it is. These errors must be canceling each other out a bit.
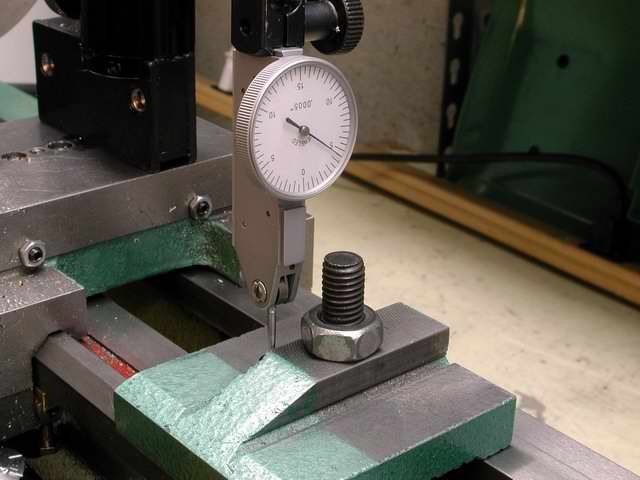
Indicating the left rear corner of the base, setting it to zero.
The indicator is set up on the cross slide on a magnetic base.
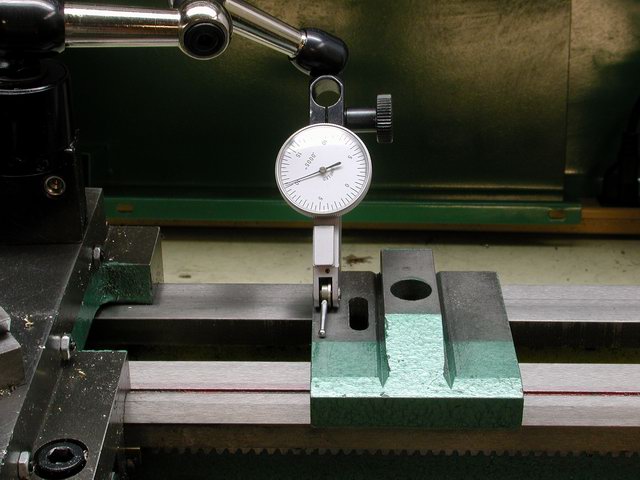 Moving the indicator forward to the front of the left side of the tailstock
base shows it is 0.010" higher at the front.
Moving the indicator forward to the front of the left side of the tailstock
base shows it is 0.010" higher at the front.
 Moving over to the right rear corner shows it to be 0.007" higher than
front corner (left rear).
Moving over to the right rear corner shows it to be 0.007" higher than
front corner (left rear).
 Same drill, moving the indicator forward shows the right front corner the
same 0.010" higher than the rear, total difference from the left rear corner
0.017". That seems pretty bad to me Curiously, being higher
in on the right ought to make the tailstock tilt forward, not back.
Tilt from the nearside to the backside would mean the tailstock ram would
change height as it is adjusted front to back and its a total crap shoot
whether it would be centered vertically when it was centered laterally.
It all seems completely unacceptable. It isn't surprising that its
not flat in relation to the bed, but is surprising that its as bad as this.
But then, look a the surfaces.
Same drill, moving the indicator forward shows the right front corner the
same 0.010" higher than the rear, total difference from the left rear corner
0.017". That seems pretty bad to me Curiously, being higher
in on the right ought to make the tailstock tilt forward, not back.
Tilt from the nearside to the backside would mean the tailstock ram would
change height as it is adjusted front to back and its a total crap shoot
whether it would be centered vertically when it was centered laterally.
It all seems completely unacceptable. It isn't surprising that its
not flat in relation to the bed, but is surprising that its as bad as this.
But then, look a the surfaces.
 Machining on the top shows some pretty gross marks, but at least it seems
uniform and relatively flat.
Machining on the top shows some pretty gross marks, but at least it seems
uniform and relatively flat.
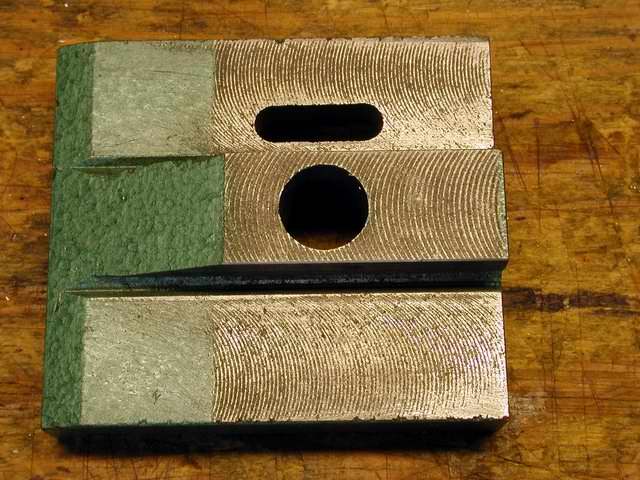
 It is the surfaces and machining (or lack thereof) on the bottom that really
tell the story. There is hardly flat surface anywhere, let alone
smooth. Deep gouges and depressions leave very little bearing surface
on the flat rear way. Light filing on the rear flat way knocked off
a bit of the high spots (shiny or smooth spots in the lower right and upper
right), but it is the rear that is already low as it rests on the bed.
It is the surfaces and machining (or lack thereof) on the bottom that really
tell the story. There is hardly flat surface anywhere, let alone
smooth. Deep gouges and depressions leave very little bearing surface
on the flat rear way. Light filing on the rear flat way knocked off
a bit of the high spots (shiny or smooth spots in the lower right and upper
right), but it is the rear that is already low as it rests on the bed.
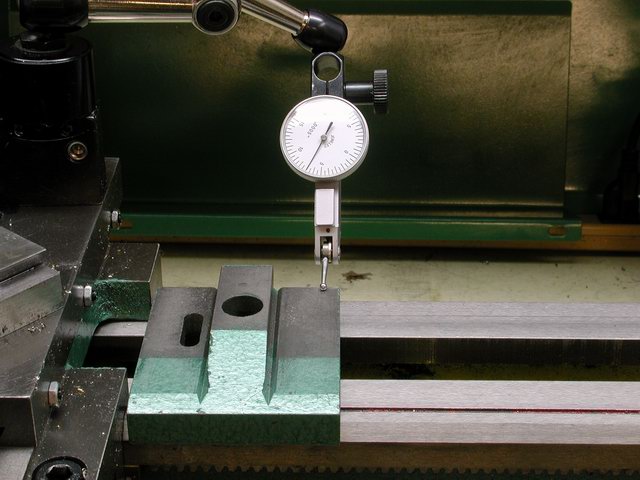
 So what about the aligning boss. Indicating it at the rear, setting
it to zero.
So what about the aligning boss. Indicating it at the rear, setting
it to zero.
 Almost 0.005" out of square, being closer to the headstock on the front,
which would aim the tailstock ram toward the back of the lathe.
Almost 0.005" out of square, being closer to the headstock on the front,
which would aim the tailstock ram toward the back of the lathe.
 Oh yeah, then there is the tailstock upper unit. Mounted it in the
mill vise (well indicated in) with the extended ram held in a V-block and
indicated the ram in vertically. Rotating the inverted base so there
was zero difference between the nearside versus farside, and indicating
longitudinally (left to right in the photo), 0.013" difference, being lower
at the rear (tailstock end, left side in photo) than at the front (headstock
end). This tilt partially offsets the tilt of the base, if my spatial
visioning is working.
Oh yeah, then there is the tailstock upper unit. Mounted it in the
mill vise (well indicated in) with the extended ram held in a V-block and
indicated the ram in vertically. Rotating the inverted base so there
was zero difference between the nearside versus farside, and indicating
longitudinally (left to right in the photo), 0.013" difference, being lower
at the rear (tailstock end, left side in photo) than at the front (headstock
end). This tilt partially offsets the tilt of the base, if my spatial
visioning is working.
Sure seems to me this is in need of some corrective actions, machining to clean up these surfaces and get the upper surfaces of the base flat and square so the tailstock has some chance of being aligned with the lathe centerline. Machining the underside of the base looks to be the most fruitful place, but determining and maintaining the relationship of the V-way groove and the flat way will be tricky. Once machining is done, it is very unlikely that the tailstock ram will be at the necessary exact lathe centerline height, so shims will be needed. A seemingly daunting task. Just starting to conjure how to tackle it, but it sure seems like a necessary fix. I don't see how I can feel comfortable drilling or tapping holes on the lathe, or holding anything between centers until this is corrected. Machine a whole new base? Carve up the existing one and use shims? Is it even a problem and leave not-so-well-enough alone? That is, is 2 to 5 thousandths of off-centerline significant to tailstock performance in lathe operations? What do you think?
Rick Kruger
Portland, OR
krugerr@easystreet.com