Making a Precision Adjustable Chuck of a Standard
Scroll Chuck
3-Jaw Scroll vs 4-Jaw Independent Chucks
Scroll chucks are quick and easy but usually lack precision in centering
round stock and hex stock. 4-jaw independent chucks are great at
precision centering and holding odd shaped parts, but take some time to
set up and center. Adjustable scroll chucks are available (Adjust-Tru,
Set-Tru) that allow precision centering of scroll chucks but are expensive.
An article in Metalworking, The Best of Projects in Metal, Book One, titled
"Greater Precision for Scroll Chucks" by Richard Torgersen prompted me
to attempt making a precision adjustable backplate for my 4" 3-jaw Bison
chuck. A subsequent contributing impetus was a discussion on the
7x10 Minilathe Group about production machining backplates for varying
dimensions of the spindle registration shoulder.
Torgersen's article was about converting a backplate for a threaded
spindle chuck. This means there is room behind the chuck for some things
that just don't work for a plain back, bolt on spindle as on my Grizzly
7x12 and other 7x10/12 Asian lathes. I had to come up with a modified
approach.
 For there to be adjustment, one or the other, spindle or chuck registration
shoulder recesses must be oversized. There also must be some surface
on which adjusting screws can apply force. I chose to make the spindle
registration recess oversized (0.050" dia.) and to add a full depth recess
(also oversized) over the spindle flange (drawing).
This latter recess is where the adjuster screws go, applying adjusting
forces on the OD of the spindle flange. The photo shows both recesses,
the countersink for the flathead socket screws for mounting the chuck,
the spindle mounting screw holes and the adjustor screw holes. Both
recesses are machined 0.050" oversized. The limiting factor to adjustment
is the clearance in the spindle holes (0.266"), relative to the spindle
bolt diameter (6mm, ~ 0.236").
For there to be adjustment, one or the other, spindle or chuck registration
shoulder recesses must be oversized. There also must be some surface
on which adjusting screws can apply force. I chose to make the spindle
registration recess oversized (0.050" dia.) and to add a full depth recess
(also oversized) over the spindle flange (drawing).
This latter recess is where the adjuster screws go, applying adjusting
forces on the OD of the spindle flange. The photo shows both recesses,
the countersink for the flathead socket screws for mounting the chuck,
the spindle mounting screw holes and the adjustor screw holes. Both
recesses are machined 0.050" oversized. The limiting factor to adjustment
is the clearance in the spindle holes (0.266"), relative to the spindle
bolt diameter (6mm, ~ 0.236").
 There is no registration shoulder for the chuck in my prototype, although
I intended for there to be one. I made an initial mistake in turning
the backplate recesses - I started with a piece of stock too thin for what
I needed. I was forced to use flathead socket head screws to salvage
the backplate. I think that was fortuitous, as it helps keep the
backplate thinner and it aids in aligning the chuck and does not require
a registration shoulder. The flat backplate surface visible is the
surface that mates with the back of the chuck. The flathead socket
screws (3) mount the backplate to the chuck. I turned the heads down
to ensure they were recessed below the spindle mating surface. The
adjusting set screws were shorted from standard socket set screws.
These are steel, whic will marr the spindle flange OD. I think
brass would be better but need to order some, none were available locally.
There is no registration shoulder for the chuck in my prototype, although
I intended for there to be one. I made an initial mistake in turning
the backplate recesses - I started with a piece of stock too thin for what
I needed. I was forced to use flathead socket head screws to salvage
the backplate. I think that was fortuitous, as it helps keep the
backplate thinner and it aids in aligning the chuck and does not require
a registration shoulder. The flat backplate surface visible is the
surface that mates with the back of the chuck. The flathead socket
screws (3) mount the backplate to the chuck. I turned the heads down
to ensure they were recessed below the spindle mating surface. The
adjusting set screws were shorted from standard socket set screws.
These are steel, whic will marr the spindle flange OD. I think
brass would be better but need to order some, none were available locally.
 Assembled, the chuck and backplate look like this. Not knowing what
I had for sure with the flathead screws and no chuck registration shoulder,
I numbered the flathead screws and the position of the backplate relative
to jaw #1 so I could reassemble it exactly as produced.
Assembled, the chuck and backplate look like this. Not knowing what
I had for sure with the flathead screws and no chuck registration shoulder,
I numbered the flathead screws and the position of the backplate relative
to jaw #1 so I could reassemble it exactly as produced.
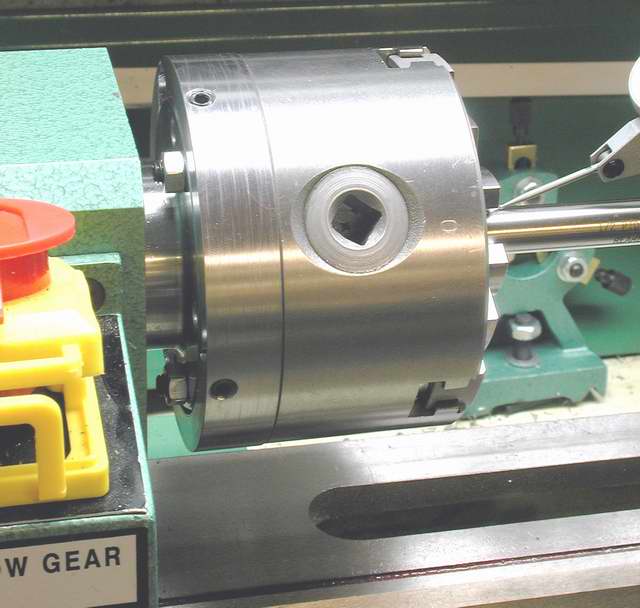
 Mounted on the lathe, showing two of the adjuster set screws. I was
amazed at how accurately it could be adjusted - closer than a 4-jaw in
my experience. I was able to get TIR to under
0.0001", on a piece of 1/2" dia. reamer blank! That may have
something to do with the finer threads on the adjuster screws on this backplate,
compared to the 4-jaw jaw threads. I took a short video of it, but
don't click on this unless you have a high speed connection, the file is
huge
(1.5MB). In one instance, I was able to adjust it so closely
that I'm sure it was 1/10th of 0.0001". By that I mean, on an indicator
that reads out in 0.0001", the needle barely moved, so little it was only
about as much as the line thickness.
Mounted on the lathe, showing two of the adjuster set screws. I was
amazed at how accurately it could be adjusted - closer than a 4-jaw in
my experience. I was able to get TIR to under
0.0001", on a piece of 1/2" dia. reamer blank! That may have
something to do with the finer threads on the adjuster screws on this backplate,
compared to the 4-jaw jaw threads. I took a short video of it, but
don't click on this unless you have a high speed connection, the file is
huge
(1.5MB). In one instance, I was able to adjust it so closely
that I'm sure it was 1/10th of 0.0001". By that I mean, on an indicator
that reads out in 0.0001", the needle barely moved, so little it was only
about as much as the line thickness.
This project took two nights and one afternoon to accomplish.
I now have an adjustable 3-jaw chuck that centers better than my 4-jaw
chuck. I have no real need for a chuck that is adjustable to 0.0001",
but it was fun to do and informative. It involved less demanding
recess turning than making a standard chuck backplate, some bolt circle
layout and a bit of drilling and tapping, all of which would be required
to make a standard backplate. The stock I used was 3/4" thick steel,
but if you wanted to not do the flathead chuck mounting, a thicker plate
would allow the use of socket head cap screws (still requires counterboring).
As with other backplates for 7x1X class machines, an aluminum backplate
is probably quite adequate. I just wanted to try making a backplate
from steel. A registration shoulder for the chuck could be made if
desired, but it just doesn't seem necessary to me.
There are two downsides to this modification that I've noticed so far.
First, room behind the spindle for working the mounting nuts is much more
cramped. Fat fingers would not like this modification (my fingers
aren't all that fat, and it's difficult for me). Second, each time
you remove the chuck you will hav to re-align it, as the adjusting screws
have to be loosend, or relaxed to get the chuck off and on again.
Not much of an issue if doing it means the 3-jaw chuck isn't changed out
for the 4-jaw much anymore. That remains to be seen.
email your comments to: krugerr@easystreet.com
 For there to be adjustment, one or the other, spindle or chuck registration
shoulder recesses must be oversized. There also must be some surface
on which adjusting screws can apply force. I chose to make the spindle
registration recess oversized (0.050" dia.) and to add a full depth recess
(also oversized) over the spindle flange (drawing).
This latter recess is where the adjuster screws go, applying adjusting
forces on the OD of the spindle flange. The photo shows both recesses,
the countersink for the flathead socket screws for mounting the chuck,
the spindle mounting screw holes and the adjustor screw holes. Both
recesses are machined 0.050" oversized. The limiting factor to adjustment
is the clearance in the spindle holes (0.266"), relative to the spindle
bolt diameter (6mm, ~ 0.236").
For there to be adjustment, one or the other, spindle or chuck registration
shoulder recesses must be oversized. There also must be some surface
on which adjusting screws can apply force. I chose to make the spindle
registration recess oversized (0.050" dia.) and to add a full depth recess
(also oversized) over the spindle flange (drawing).
This latter recess is where the adjuster screws go, applying adjusting
forces on the OD of the spindle flange. The photo shows both recesses,
the countersink for the flathead socket screws for mounting the chuck,
the spindle mounting screw holes and the adjustor screw holes. Both
recesses are machined 0.050" oversized. The limiting factor to adjustment
is the clearance in the spindle holes (0.266"), relative to the spindle
bolt diameter (6mm, ~ 0.236").


{kind=link}