| TAIG 4-JAW | SPINDLE TEMPLATE | 4-JAW BACKPLATE | STEADY REST | TILTING ANGLE TABLE | QUICK CHANGE TOOLPOST |
| 5C COLLET CHUCK | 20 tpi Cross Slide Leadscrew Mod |
PROJECTS

|
STEADY REST PROJECT |
 |

|
06/17/1999
07/20/1999 NEXT
|
 |
|
|
DUMMY SPINDLE PROJECT |
|
|
07/27/1999 ( Why did I order another 3 inch 4-jaw? I bid on the WRONG item in an Ebay auction! After realizing this I wasn't really that upset as I am planning to make an indexing head & will need a 3-jaw & 4-jaw chuck for it. )
0.475" Radius (Center Hole )
To USE:
|
SPINDLE TEMPLATE IMAGES

|
 |
|
TOP/MALE side of template. Notice two holes are filled with brass. I miss drilled one hole & filled the boo-boo's with brass pins. Re-measured & correctly drilled again. |
BOTTOM/FEMALE side of template. |

|

|
|
RIGHT SIDE of template. Showing registration area. I couldn't resist the temptation to knurl the edge of the template. I think this improves the look of the spindle template tremendously. |
LEFT SIDE of template. Showing recess for spindle. |
|
MAKING A BACKPLATE FOR THAT NEW 4 INCH CHUCK |
|
|
|
| Page #1 | Page #2 |

|
TILTING ANGLE TABLE PROJECT |
|
Still under design & construction
|
|
|---|---|
|
|
|
| Page #1 | Page #2 |

|
08/02/1999 |
|
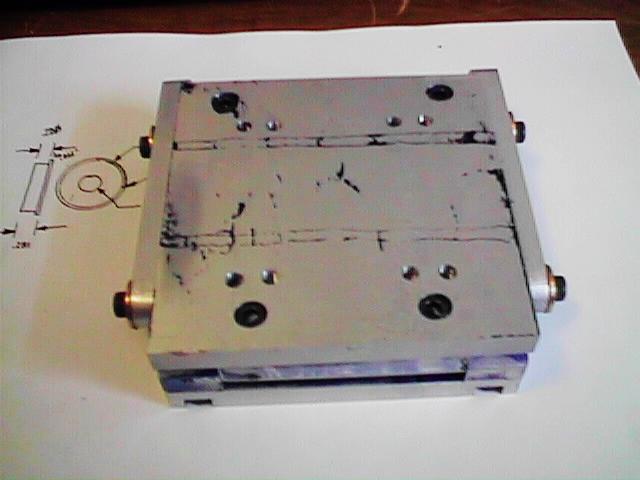
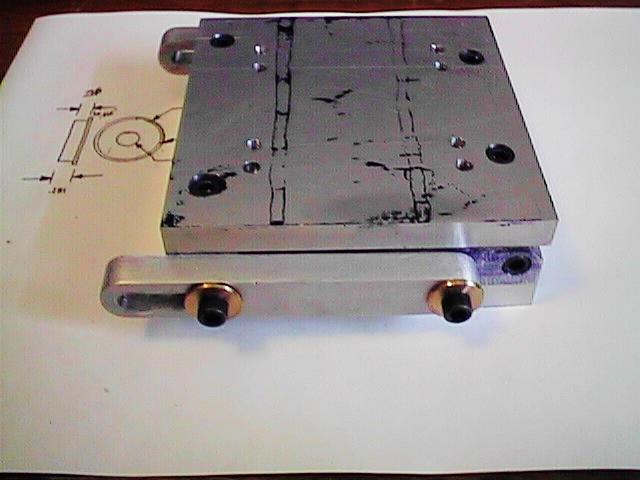
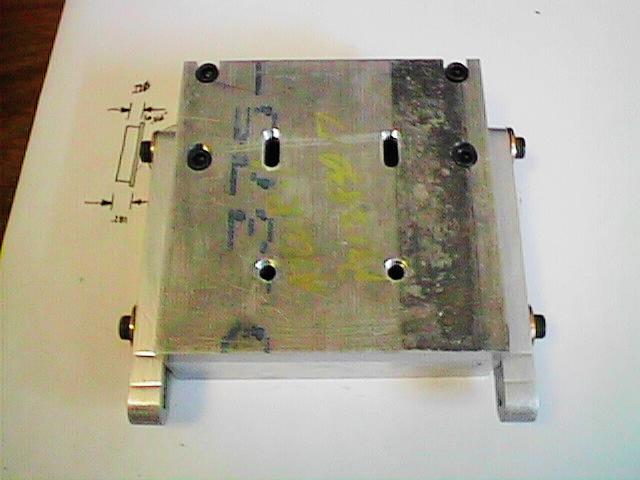
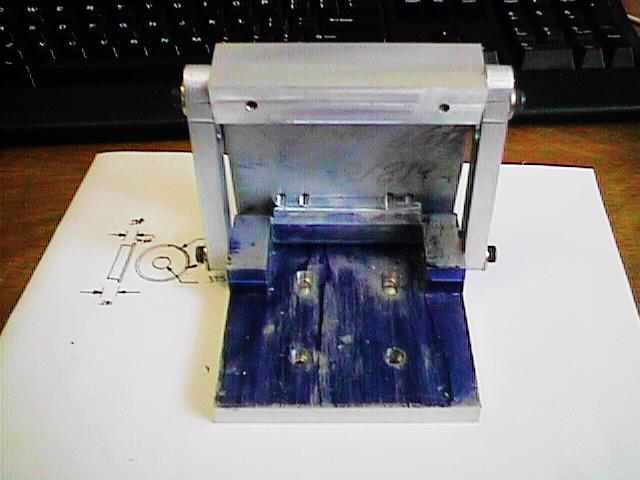
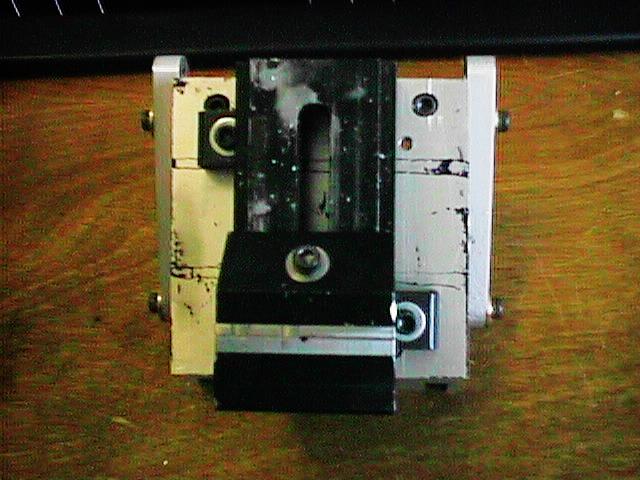
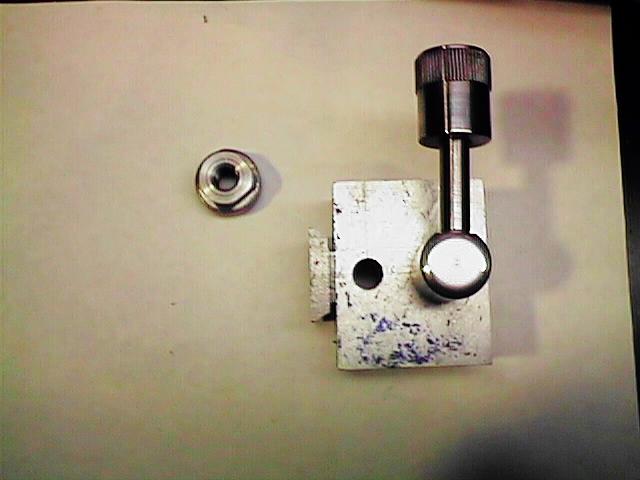
Built Prototype Tilting table for Sherline Mill Here are some images of the table before cleaning off the DYKEM Blue, and sanding to give a nice matte finish.
|
|
|---|---|
|
|
|
|
|
|
| Tilting Table TOP | Tilting Table RIGHT SIDE |
|
|
|
| Tilting Table BOTTOM VIEW | Tilting Table REAR VIEW |
|
|
|
| Tilting Table Open REAR VIEW | Tilting Table Open REAR VIEW #2 |
|
|
|
| Tilting Table Open RIGHT SIDE | Tilting Table Open RIGHT SIDE #2 |
|
|
|
| Tilting Table With Vise Mounted | Tilting Table With Vise Mounted #2 |
|
|
|
| Tilting Table With Vise Mounted #3 | Tilting Table With Vise Mounted #4 |







02/07/2000
Last updated 12/11/2000
You are Visitor number
QUICK CHANGE TOOLPOST PROJECT



5C COLLET CHUCK PROJECT
All above images Copyright (c)1999
Ty Hoeffer
since 06/10/1999


For more information
email me at:

{kind=link}